Insufficient visibility and legacy technologies hinder efficiency
International trade has been considered a key driver for global prosperity. The free flow of goods reduces production cost as goods can be made where labour, manufacturing or material costs are lower. During the past decades, trends in supply chains have pointed in one direction – more globalized, leaner, less lead times, less inventory. However, many enterprises have found that although global supply chains bring significant benefits, they also come with increased complexity. There is still a lot of room to improve efficiency and conduct business more sustainably. Insufficient traceability and transparency have been an industry-wide challenge. It results from the use of manual processes and legacy systems that lead to information silos and cause errors, delays and high costs. Companies have increasingly embraced the idea of transforming their supply chains to become “smarter” and more efficient through the use of different technologies such as advanced robotics, embedded sensors and connectivity, big data and analytics, AI and more.
The covid-19 pandemic and rising trade barriers accelerate the need for change
The need for transformation became particularly acutely felt during 2020. The onset of the covid-19 pandemic further exposed some vulnerabilities in companies’ global supply chains and manufacturing strategies. During the pandemic, the production of some goods was paused as workforces and entire factories were quarantined. Countries around the world experienced shortages of personal protective equipment (PPE), medicines and other products and tens of countries responded to these shortages by imposing temporary restrictions on the export of essential goods in order to protect their domestic supply. At the same time, enterprises have struggled to adjust to rapidly changing demand due to outdated manufacturing technologies and planning processes.
Prior to the pandemic and associated lockdowns, global supply chains were already under strain due to the US-China trade conflict and rising trade barriers such as tariffs. These developments combined put pressure on long and complex global supply chains in two main ways. One is that enterprises have become more aware that they may be overexposed to disruptions. The other is a rising political pressure on companies to increase their domestic production and diversify their supply chain internationally in order to avoid overreliance on suppliers that can be considered “risky”.
However, it is not so simple for enterprises to rethink their supply chains and manufacturing. The costs of moving production domestically or building a supplier infrastructure in a different country or region, and sourcing from more than one supplier to reduce risk is prohibitively high for many industries. This can entail supplier renegotiations, factory relocations and new workforce recruiting. For example, car manufacturers and electronics makers have expensive and complex supply chains that rely on specialized labour and operations. Other industries such as textile and garment manufacturing may find it easier to relocate or make changes to their supply chain. The direction ultimately chosen will differ across companies, industries and countries as there is no one solution that fits all. What is safe to conclude is that global supply chains will need to become even more resilient, flexible to adapt to changing demands, and efficient while at the same time protecting workers’ health and well-being.
The changing landscape calls for a new approach
The supply chain vulnerabilities described above are largely structural and relate to the fundamental way in which global supply chains are organized. As such, these challenges cannot be solved by technology alone, but IoT-enabled capabilities can play an integral role and bring considerable benefits as part of the wider digitalization effort. IoT has proven its worth to early adopters by helping many of them to navigate better through the recent pandemic. Companies with more visibility and flexibility in their supply chains, arising from higher degree of connectivity and automation, have been able to adapt production to changing demands, anticipate inventory shortages and have had a more secure workforce.
Therefore, we anticipate that many enterprises will aim to strengthen their supply chains by focusing on cost-efficiency, flexibility, resilience and traceability. As part of this journey, IoT and automation solutions will be an important enabler and we will see accelerated deployments throughout the supply chain.
Cost efficiency
Global market competition has been intensified by lower and fluctuating consumer demand due to the pandemic, which increases the pressure on enterprises to identify and eliminate inefficiencies along their supply chain. This applies to the interaction of different supply chain elements, for example the handover of goods from the manufacturing to the delivery process, as well as efficiency within each of the supply chain elements. Hence, enterprises are looking to minimize OPEX and CAPEX, accelerate time to market, boost customer satisfaction and increase overall output for bottom and top-line growth.
Flexibility
Consumer demands are rapidly evolving, and enterprises are becoming increasingly competitive in tailoring products to consumer needs. Flexible supply chains can produce at larger and smaller volumes without compromising cost efficiency and are able to alter product specifications quickly. In the context of the recent pandemic, companies needed the ability to quickly alter their supply chain to meet changing production environments. In particular, this means not only changing machinery configurations, but all the processes along an entire supply chain to fulfil respective orders.
Resilience
Current globalized supply chains are sensitive to changing economic and political environments due to their reach and complexity. Hence, supply chain resilience is important to ensure that enterprises can sustain output, time to market and cost efficiencies even in challenging environments. With tightening import restrictions and quarantines entailing extended lead times and production downtime, supply chain resilience is becoming ever more important. Enterprises need to be able to understand the vulnerabilities along their supply chain to changing environments and make sure that they are equipped with the right resources to resume production and satisfy customers even as times get tough.
Traceability
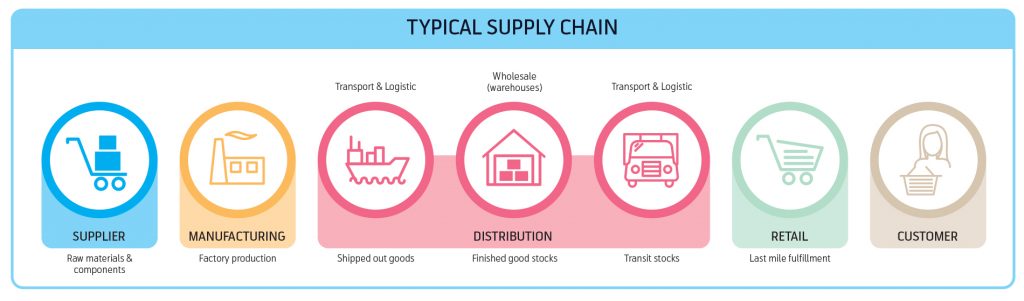
A key challenge faced by supply chain managers is insufficient visibility and understanding of their supply chain and the product journey. This touches upon every aspect – from raw material and components sourcing to finished goods delivery. Data is often collected manually, badly visualized and scattered across platforms with some parts of the product journey being completely invisible. There is a strong need to ensure data continuity, centralizing data into one platform and applying AI and analytics to create a fully traceable and transparent supply chain. With a better understanding and visibility of all elements and processes, supply chain managers will be able to identify potential for efficiency improvements, plan for flexible production of different goods and enable predictive and preventive measures to avoid production downtime.